BELT CONVEYORS
ROUND BOTTOM CONVEYOR
Our Round Bottom Belt Conveyor is specifically designed for gentle pellet conveying in pellet mill lines, effectively minimizing pellet breakage and fines generation. Its round bottom belt design allows smooth, controlled material flow, preserving pellet durability and product quality.
This conveyor is ideal for transferring pellets from the pellet mill as well as after the cooler to bagging (packing) systems or finished product silos. It is available in various capacities and layouts, making it suitable for space-restricted installations and continuous, high-efficiency production lines.
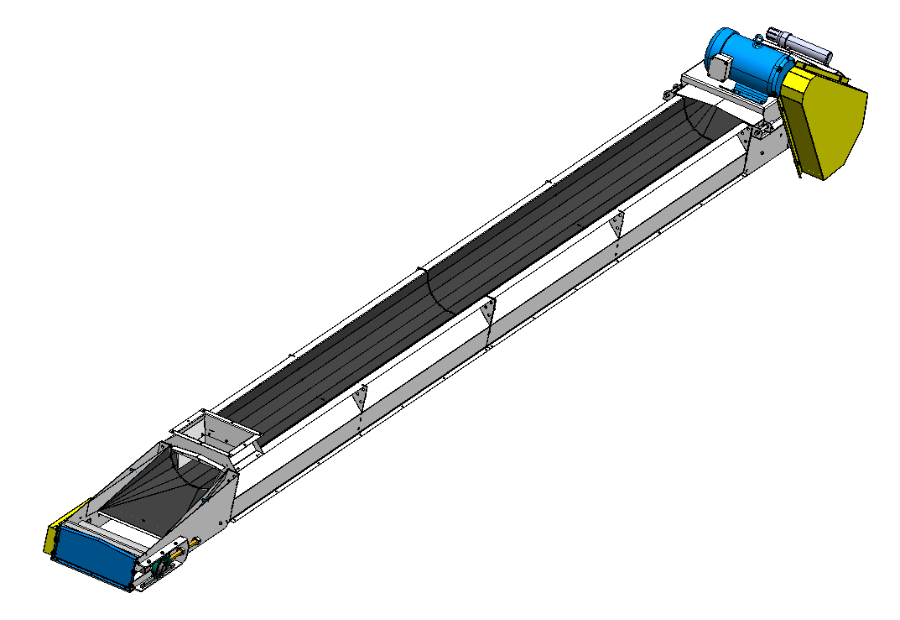
Enclosed Belt Conveyor
Our Enclosed Belt Conveyors are engineered for efficient and reliable material handling, ensuring dust-emission-free operation. Their fully covered design protects against moisture and environmental influences, making them ideal for transporting grains, seeds, legumes, and pellets. With a capacity range from 300 to 2400 metric tons (0.75 t/m³), these conveyors meet various operational needs.
Constructed from hot-dip galvanized welded plates, they are built for continuous 24/7 operation, ensuring durability and reliability. The enclosed design minimizes grain pollution and product damage, operating with half the power of traditional chain conveyors to lower operational costs. Additionally, they are quieter than conventional systems, enhancing workplace comfort. Maintenance is simplified with a drive station featuring belt scrapers and dust collection hoppers, allowing for easy cleaning and upkeep.

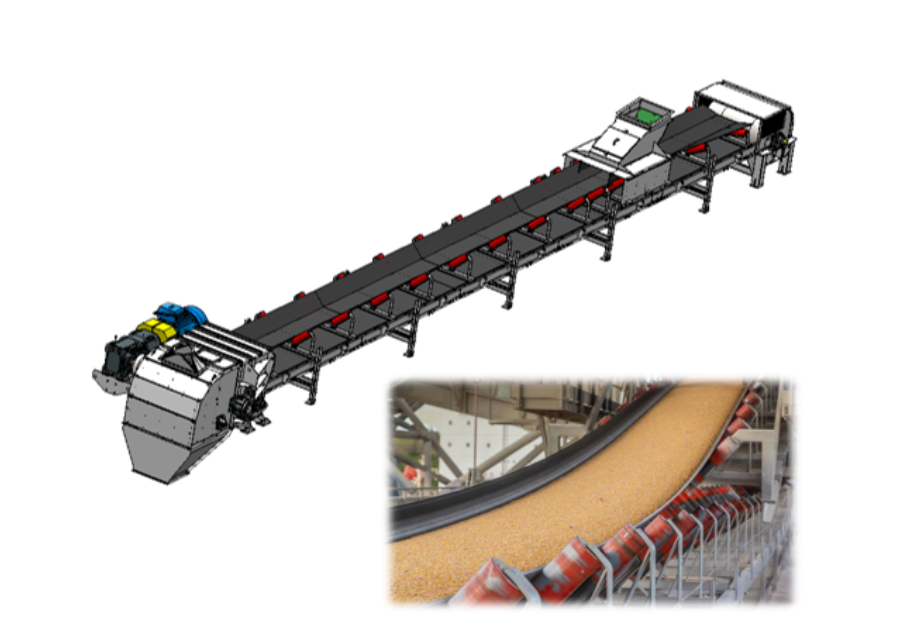
ROLLER BELT CONVEYOR
Roller Trough Belt Conveyor for Bulk Material Handling
High-Capacity and Gentle Conveying Over Long Distances
Our Roller Trough Belt Conveyors are designed for gentle, reliable, and economical conveying of grain, corn, wheat, and other bulk materials over long distances. The trough-shaped belt design ensures stable material transport while minimizing product damage and spillage, making it ideal for agricultural and industrial applications.
These high-capacity conveyor systems are capable of handling up to 2,400 metric tons per hour (based on 0.75 t/m³ bulk density) and can transport materials over distances of up to 500 meters. Roller trough belt conveyors are widely used in port facilities, grain terminals, coal handling, mining, biomass plants, and various industrial operations.
For long service life and environmental resistance, conveyors can be supplied with hot-dip galvanized non-moving parts or finished with feed-grade or non-feed epoxy powder coating, ensuring durability, corrosion protection, and compliance with industry standards.